Share
Pin
Tweet
Send
Share
Send
Lors de l'installation du câblage, je privilégie toujours les joints de soudure. Je crois que cette méthode offre un meilleur contact électrique par rapport à la torsion habituelle des fils sans les souder ni les sertir dans un manchon ou une pointe.

Outils et matériel nécessaires
Nous aurons besoin de:
- fer à souder ordinaire d'une puissance de 40 watts;
- couteau pour dénuder et dénuder les fils;
- flux pour le brasage de l'aluminium (F-61A, F-59A, F-64, etc.);
- solution de colophane dans l'acétone ou l'alcool;
- plomb - étain de soudure;
- couper des fils d’aluminium et de cuivre d’une section de 2,5 à 4 mètres carrés. mm

Commençons à souder
Soudure de fils d'aluminium torsadés
Commençons par souder des fils d'aluminium torsadés. Avant de tordre les fils, vous devez vous assurer que la surface des conducteurs en aluminium est propre. Sinon, vous devez dénuder le fil avec un couteau. La surface du fil doit être argent clair, pas gris foncé.

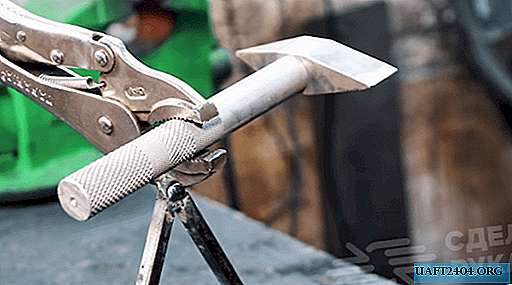
Nous faisons la torsion avec des pinces.

Nous utilisons un flux spécial pour le brasage de l'aluminium. Il peut avoir une marque spécifique de F-61A, F-59A, F-64, etc., ou simplement appelé "flux pour le brasage de l'aluminium". Une bouteille de 25 ml coûte environ 45 roubles et dure longtemps.

À l’aide d’une brosse, appliquez le flux avec une fine couche sur la boucle de tous les côtés.

Chauffé à une température de travail, pointe de fer à souder humidifiée avec de la soudure, la touchant légèrement. En appliquant la torsion avec la surface de travail de la piqûre, appliquez de la brasure dessus.

La soudure et l'aluminium ont une couleur similaire, mais cela n'interfère pas avec la manière dont la soudure se propage sur la surface des fils, comblant ainsi les vides qui les séparent. Il ne faut pas en abuser avec la quantité de brasure, une mince couche à la surface de l'aluminium suffit, il faut éviter les gouttes gelées.
Le brasage

Je soude les torsades de cuivre de la même manière, seul le flux dans ce cas est une solution de colophane dans de l'acétone. Je le prépare comme suit. Verser environ 30 ml d’acétone dans le flacon et y verser progressivement de la colophane préalablement broyée en poudre. En mélangeant, j'arrive à la dissolution complète de la colophane. En conséquence, la solution devrait acquérir la couleur d'un thé faible. J'applique également le fondant avec un pinceau, la consommation de colophane est rare et, du fait de la fluidité de l'acétone, la solution pénètre dans les plus petits écarts. Si vous utilisez de la colophane non dissoute, il s'avère que vous ne devez pas en éliminer l'excès.

Torsion de fil de cuivre et d'aluminium

Lors de l'installation de câblage électrique, il est interdit de raccorder directement des câbles avec des conducteurs sous tension en cuivre et en aluminium. À la suite de processus électrochimiques, un film d'oxyde se forme à l'interface entre ces métaux, ce qui augmente la résistance de transition. La présence d'humidité active le déroulement de la réaction. En conséquence, la transition commence à chauffer, ce qui accélère encore le processus de corrosion. Le cuivre avec l'aluminium est relié par un troisième métal. Habituellement, une connexion boulonnée est utilisée lors de l'installation entre les fils de la rondelle en acier ou des colliers spéciaux excluant le contact direct des fils.


Si nécessaire, connectez les fils à un noyau de cuivre et d’aluminium, je procède comme suit.

Les fils de cuivre et d’aluminium que vous souhaitez connecter, c’est-à-dire recouvrent une fine couche de soudure.


En même temps, j'utilise mon propre flux pour chaque métal et j'utilise la même brasure. Après cela, je tord les fils et soude la torsion de l'extérieur. En conséquence, les fils de cuivre et d’aluminium sont reliés par une couche de soudure les séparant. L'étain et le plomb inclus dans la brasure sont chimiquement neutres par rapport au cuivre et à l'aluminium, ce qui élimine l'apparition de corrosion électrochimique. La couche externe de soudure appliquée sur la torsion scelle le contact et le protège des influences extérieures.

Vous pouvez parfois entendre l'opinion selon laquelle les torsions de soudure présentent un danger potentiel. On pense que lorsque la torsion est surchauffée, la soudure fond et dégoutte endommage l'isolation des autres fils. Voyons le comprendre.
La torsion elle-même, en particulier la soudure, fournit une zone de contact électrique plusieurs fois supérieure à la section du fil principal. Et cela signifie que lorsque le câblage est surchargé, le chauffage de la torsion sera le plus faible. Dans ce cas, le fil surchauffera sur toute sa longueur, ce qui peut entraîner une fusion de l'isolant beaucoup plus tôt que la fusion de la brasure. La raison de cette situation n’est pas la présence de torsion, ni sa soudure, mais l’absence de disjoncteur ou sa sélection incorrecte.
En ce qui concerne l'action "destructive" de la brasure fondue, vous pouvez vous assurer que ses gouttes tombées accidentellement de la pointe du fer à souder ne brûlent pas même le journal sur la table.
Conclusion
Respectez les consignes de sécurité élémentaires lors du soudage. Travailler avec un fer à souder électrique comporte les risques suivants:
- choc électrique en cas de dysfonctionnement (rupture de phase sur le corps et panne du fer à souder);
- possibilité de brûlures (le point de fusion des soudures au plomb est d'environ 200 ° C).
Share
Pin
Tweet
Send
Share
Send